
काएंp 1:
ग्राइंडिंग स्टोन माउंट द न्यू का पूरा सेटपीसना
काएंp 2:
पहने हुए ब्लेड को बाहर निकालें और नया माउंट करेंस्लिटिंग ब्लेड.
काएंp 3:
पीस स्टोन सेट को वापस स्थापित करें, पत्थर को पीसने के लिए हवा के सिलेंडर पर हवा की आपूर्ति को डिस्कनेक्ट करें, बीमा करने के लिए कोई दबाव लागू नहीं हैपीसना.
काएंp 4:
हाथ दोनों शाफ्ट को हवा सिलेंडर पर धकेलें, ताकि दोनों तरफ चाकू के किनारे को छूने/चूमने के लिए पीस पत्थर को छूने/चूमने की अनुमति मिल सके।
काएंp 5:
सुनिश्चित करने के लिए रिंच का उपयोग करेंपीसनासेट और चाकू के किनारों (दोनों पक्ष) चूमने वाले चूम रहे हैं। पीस स्टोन और चाकू के किनारों दोनों के बीच संपर्क फ्रिकेशन की जांच करने के लिए पीस पत्थर को मोड़ना शाब्दिक रूप से एक ही फ्रिकेशन है (एक पत्थर तंग नहीं, एक पत्थर ढीला।)। फिर स्क्रू और नट्स को कस लें।
काएंp 6:
एयर पाइप को एयर सिलेंडर पर कनेक्ट करें और 0.5 - 0.8 किलोग्राम दबाव डालें और फिर से जांचें कि क्या चाकू के किनारे से संपर्क करने वाला पीस पत्थर निम्नलिखित ड्राइंग के अनुसार है।
चाकू किनारे (नया ब्लेड) का संपर्क क्षेत्र ½ से of क्षेत्र के बीच होगापीसना.

सुधार ⅓ पर स्थित हैकसनाऔर ड्राइंग के अनुसार दिखाए गए ⅓ स्थिति पर ब्लेड को छूने के लिए एयर सिलेंडर को धक्का देने के लिए हाथ का उपयोग करें। सुनिश्चित करें दोनोंपहियों को पीसनाब्लेड के साथ समान रूप से संपर्क होना चाहिए।
काएंp 7:
यदि नए ब्लेड के किनारे से अधिक है या नहीं है तो सीमा के भीतरपीसना, कृपया चरण 4,5,6 के अनुसार थोड़ा भारी दबाव दोहराएं और पढ़ें।
काएंp 8:
यदि ब्लेड एज पीसने का आकार स्केच की तरह बन गया है
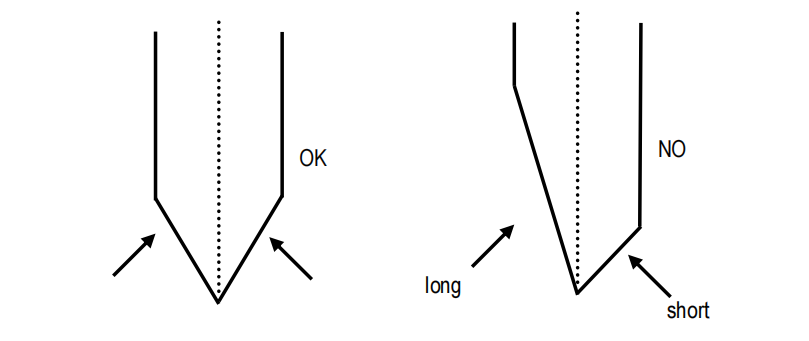
यदि ब्लेड किनारों पर पीसना भी नहीं है, तो बोर्ड साफ, तेज नहीं होगा और बर्स और नुकसान के किनारों का भी कारण होगा।
काएंp 9:
उपयोग करने के लिए अनुशंसित हवा का दबाव 0.5 - 0.8kgs के भीतर है। बहुत अधिक दबाव ब्लेड से बाहर पहने हुए उपवास का कारण होगा।
Sटप 10:
SLITTER स्कोरर कंप्यूटर सिस्टम पर, यह आमतौर पर 300 मीटर के स्लिटिंग पर आम पीस मीटर पर स्थापित किया जाता है, फिर पीसने के लिएब्लेड6 सेकंड के लिए। ऑपरेटर को स्लिटिंग लंबाई को समायोजित करना चाहिए और स्थायी समय पीसना कागज की गुणवत्ता पर निर्भर करता है।
पेपर ग्रेड की अच्छी गुणवत्ता के लिए ब्लेड पीस को 500 मीटर की दूरी पर सेट किया जा सकता है और फिर 6 सेकंड के लिए पीस दिया जा सकता है। या,ब्लेडपेपर ग्रेड की खराब गुणवत्ता के लिए पीस को 200 मीटर स्लिटिंग और फिर 10 सेकंड के लिए पीस दिया जा सकता है।
कदम 11:
जब नालीदार बोर्ड बहुत नरम होते हैं, जिसका अर्थ है कि बहुत अधिक नमी होती है, तो गोंद सूख नहीं जाती है, स्लिटिंग गुणवत्ता प्रभावित होगी और ब्लेड के उपयोग के जीवन को भी छोटा कर देगा।
ब्लेड पीस के लिए तेल कूलिंग सिस्टम को हर 30 मिनट तक 15 सेकंड के लिए ठंडा करने की सिफारिश की जाती है।
हमेशा हर दो दिन में ऑयल ब्रश/वूल पैड को संपीड़ित हवा द्वारा साफ करें जब कागज की गुणवत्ता 100% रीसायकल पेपर और खराब गुणवत्ता वाले पेपर का बीमा करने के लिए ब्लेड को ठंडा करने के लिए ब्लेड किनारों पर डुबकी जा सकती है।
एक बार कूलिंग ऑयल को लागू नहीं किया जा सकता है, ऊन पैड को बदलेंब्लेड.
अनुशंसित शीतलन तेल 150। तापमान के प्रतिरोध के लिए #30 या #40 स्नेहन तेल है।

पोस्ट टाइम: MAR-08-2023



